2018年8月30日
おはようございます❗
今回は9mm×100mmの
ステンレスフラットバ―を使用して
ノズルを製作しました。
機械加工(フライス盤)で加工した板に
ノズルになる1.5mmの板を仮つけ溶接

ノズル部分は外側溶接で
後は全て内側溶接!
食品系は内側を溶接します。
(内側に繋ぎ目は衛生的に良くないので)
内側を溶接する前にノズル製作の
ポイント!
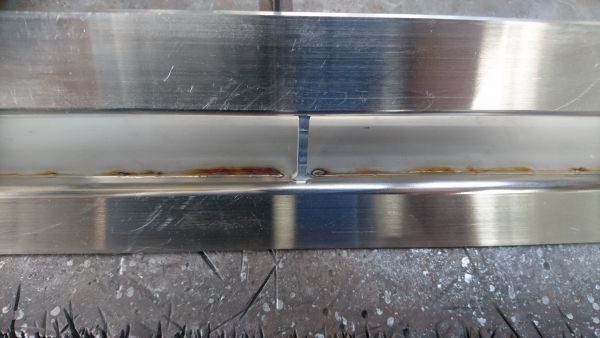
開口部の真ん中に補強を残しておきます。
この状態で溶接する事で開口部の広がりを
抑えます。
なので、真ん中付近以外を溶接後、
板の反りを直し、熱が冷めてから
補強を切り、補強の辺りを溶接。

焼けを取り(酸洗い)
バフ仕上げ

良く、機械加工のプレートに
板を溶接するだけ!と言われますが
溶接の熱で歪み、反りが出るので
意外に大変😢です。
補強を残す!って所に行き着くまでは
直すのにとんでもない時間が掛かり
大変でした。
因みに補強が無いと真ん中の開口が
広がります。
シ―トノズル関係は全てこの方法で
製作しています。
失敗は成功の元!って感じです。
それではまた✋
Category - 新規作成|Comment : 0|Tags:シ―トノズル製作 ステンレスノズル製作 ステンレス溶接 ノズル製作ポイント 溶接 溶接業者 食品ノズル